Судя по заметному снижению активности интернетовских обсуждений выбора марки и типа ледобура, большинство рыбаков уже сделали выбор, а, возможно, уже и стали счастливыми обладателями отечественных или импортных агрегатов для бурения льда. Но вместе с покупкой столь необходимого на зимней рыбалке инструмента они приобрели себе и небольшую "головную боль". И величина этой "боли" обратно пропорциональна навыкам владения заточным инструментом: чем меньше навыков, тем сильнее "боль", увы...
Вначале хочу напомнить простую истину: чудес на свете не бывает. И отношу я это в первую очередь к работе заграничных ледобуров: пусть и красивый, элегантный и эргономичный, импортный прибор не всегда, к сожалению, оправдывает надежды тех, кто впервые его приобрел. А результаты многочисленных тестов позволяют достаточно определенно утверждать, что любой "иностранец" проигрывает СПЕЦИАЛЬНО ПОДГОТОВЛЕННОМУ отечественному изделию аналогичного назначения и по скорости прохождения, и по количеству необходимых оборотов. А выигрыш "иностранца" только в одном - меньше общая нагрузка на рыболова из-за более равномерной работы обеих рук.
Немного теории
Но что такое "специально подготовленный"? Не особенно вдаваясь в теорию обработки материалов резанием (именно этот процесс мы проводим, сверля лунки во льду), можно сказать, что основную роль в ледосверлении играет набор углов - заточки и установки - у ножей ледобура. Варьируя величину этих углов, мы можем получать разные свойства инструмента - в зависимости от физического состояния льда. И это в значительной степени характерно для отечественных ледобуров.
У импортных же моделей режущая кромка ножа имеет сложную криволинейную форму, а изменяющийся по длине лезвия угол атаки на таких ножах (или на режущей головке - финский вариант) позволяет им практически одинаково работать как по мягкому (при температуре около 0°С), так и по жесткому льду (когда температура воздуха доходит до минус 20 - 25°С и ниже), т.е. в зависимости от твердости льда наиболее эффективно работают разные участки подобных лезвий.
Правда, производители импортных ледобуров предусматривают небольшую регулировку положения лезвий на инструменте - отверстия на площадке имеют больший диаметр, чем фиксирующий лезвие винт. И в зависимости от твердости льда удается, изменяя углы постановки лезвия на площадке, в небольших пределах регулировать скорость резанья льда. Но все равно - получается, что изначально такое приспособление задумывалось как универсальное - для любого льда.
Если же проанализировать работу наших ледобуров, то оказывается, что они оптимальны лишь в небольшом температурном диапазоне. Учитывая, что самый мягкий лед - при 0°С, можно сказать, что на такой вязкий лед и рассчитаны отечественные конструкции с плоским лезвием. При сопоставлении в этих ледовых условиях отечественного ледобура с имеющей аналогичные параметры иномаркой оказывается, что наш - впереди. Причем с явным преимуществом - как по времени "проходки" лунки, так и по количеству необходимых оборотов. Зато он проигрывает в мягкости хода при сверлении, и это особенно ощутимо по последнему, весеннему, уже подмытому снизу льду - по практически полному отсутствию закусывания при выходе в воду.
Теперь продолжим сопоставление в условиях понижения температуры воздуха. "Наш" ледобур будет плавно терять свои преимущества. И в районе минус 8 - 12°С соревнование в скорости "проходки" закончится практически с одинаковыми результатами. Но при этом достоинства иномарки (комфортнее сверлить) останутся. Если продолжать тестирование при дальнейшем понижении температуры, то отставание плоских ножей будет идти уже по нарастающей. Но не стоит усматривать в этом тесте лишь негативный аспект. И если отечественный ледобур специально готовить к каждой рыбалке (к вопросу об углах) - в зависимости от состояния льда на водоеме, то "скандинавам" его не удастся догнать.
ритерии выбора ледобура
Теперь, когда с конструкторскими идеями разобрались, рассмотрим, по каким же критериям должен производиться выбор ледобура.
Первый критерий - рыба, которую вы планируете ловить. Если бур подбирается под корюшку или, скажем, ротана на парковых прудах, имеет смысл выбрать его с минимальным диаметром режущего блока. Отечественные производители выпускают буры с минимальным размером 100 мм, у скандинавов на отдельных моделях - 70 мм. Если же в планах ловля леща или щуки, имеет смысл брать 150 - 180 мм и более.
Из отечественных под эту задачу есть вполне достойные предложения от барнаульских производителей. Скандинавы также имеют несколько моделей с такими же параметрами. Наиболее распространенными - и для большинства рыбаков универсальными - являются ледобуры с возможностью сверлить отверстия диаметром 120-130 мм.
Второй критерий - толщина льда. Необходимо знать ее максимальное значение для вашего края. К примеру, на Ладоге и Финском заливе эта величина в редкие годы превышает 95 - 100 см - и все отечественные и большинство импортных ледобуров для нашего льда вполне пригодны. Если же средняя толщина льда превышает метр, у отечественного производителя есть специальный вариант либо удлиняющей надставки, либо элементов ледобура увеличенной длины. Появились уже и телескопические удлинители. У импортных же производителей подобные трансформации ледобуров изначально заложены в конструкцию.
Ну, и немаловажный критерий - это цена изделия. Иномарки стоят дороже наших стальных конструкции, но, в свою очередь, отечественный "титан" по цене заметно выше самых "навороченных" иномарок. И не секрет, что благодаря значительно меньшему весу и практически неограниченному сроку службы самых совершенных моделей из титана, в итоге именно они занимают ведущие места в арсеналах зимних рыбаков.
Но все же самым важным критерием качества работы любого ледобура являются ножи. Именно от качества их изготовления и заточки зависит мнение рыбака об изделии в целом - сверлит бур или нет. Что влияет на качество сверления?
Качество сверления зависит от целого ряда факторов. Каковы они и как влияют на работу ледобура? Начнем с отечественных изделий. За исключением барнаульцев, все производители используют примерно однотипные лезвия - как правило, приобретая их отдельно: такие лезвия ставятся уже на готовую продукцию. Должен с сожалением констатировать, что на этих предприятиях не всегда надежно работает входной контроль, который должен отсекать некачественную продукцию еще до постановки на ледобур. Что я понимаю под некачественной продукцией?
1. Недостаточно закаленные лезвия. Когда-то в стародавние времена был стандарт (ГОСТ), определявший твердость этой продукции не хуже 54 - 56 единиц по шкале HRC (шкала твердости по Роквеллу). Сейчас разброс значений может быть от 30 до 58 единиц. Понятно, что на нижнем пределе лезвия ни на что не годятся - это просто сырая конструкционная сталь, которая "сядет" после первых 2-3 лунок даже в чистом, без песка, льду.
Верхний предел в 57 - 58 единиц тоже не всегда является суперпредложением: не все стали, применяемые для ножей, можно безнаказанно закаливать до этих значений - возможен перекал.
И тогда такое лезвие просто треснет на морозе при первых оборотах ледобура. Можно ли отсечь заведомый брак на этапе покупки? Частично - да. Для этого нужно нести с собой в магазин напильник или надфиль и попытаться немного обработать лезвие.
Естественно - не режущую кромку, а нерабочую часть. Надфиль должен скользить, практически не оставляя следов. Сырую же сталь он будет заметно пилить. Но перекал так просто не определить - только по крошению режущей кромки и прочим крупным поломкам, увы.
Необходимо и внимательно осмотреть режущую кромку на наличие так называемых "цветов побежалости" результата нарушения термического режима при станочной заточке лезвий.
2. Несоблюдение правильной формы лезвий. Лезвие должно иметь ДВЕ режущие кромки! Только в этом случае и при условии хорошей заточки бур будет захватывать лед сразу после установки, буквально при малейшем повороте рукоятки. Наличие же одной кромки на лезвии не позволит надежно врезаться в лед - и бур, описывая сложную траекторию, будет стремиться "убежать в сторону", а не сверлить лунку.
3. Тупые лезвия. Если тест с надфилем не оставил сомнений в твердости стали, обе режущие кромки на месте и "цветов побежалости" на них нет - это легко поправимая ситуация. Тест качества заточки весьма прост: берем лезвие в одну руку, лист газетной бумаги - в другую (фото 1). При взаимном перемещении лезвие под своим весом должно резать бумагу. Если режет - все в порядке, с такими лезвиями можно и на рыбалку. Если нет - необходима заточка.
Выбор запасных лезвий
О вариантах заточки несколько ниже, а пока - небольшое лирическое отступление. Покупая отечественный ледобур, желательно, по моему мнению, сразу же купить и запасной комплект лезвий, а может - и пару. И чтобы на льду не было обидно за скоропалительную покупку, имеет смысл, во-первых, проверить соответствие формы этих лезвий, сложив их. И, во-вторых, внимательно посмотреть - совпадают ли посадочные отверстия под крепеж на площадке ледобура и на дополнительных лезвиях.
На прилавках магазинов появился достаточно большой выбор самых разнообразных по форме лезвий, что само по себе неплохо. Ко всему прочему на ценниках некоторых образцов указаны марки сталей (правда, подавляющему большинству рыбаков абсолютно ничего не говорящие).
Попытаемся разобраться, на какой форме остановить свой выбор. Конструкторы наперебой доказывают, что именно их форма ножа и режущей кромки - самые лучшие. Практика же показывает, что хорошо и правильно заточенные лезвия разных форм на одном и том же ледобуре в одинаковых условиях показывают примерно одинаковые результаты. Тогда единственным критерием выбора будет удобство (!) самостоятельной заточки.
Материал ножей
Теперь несколько слов о материале, и стоит ли за не совсем понятное сочетание букв и цифр маркировки платить подчас большие деньги? Практически - нет, не нужно, за исключением двух вариантов исполнения.
1. Ножи из стали Р18 (это один из наиболее распространенных сортов стали, относящийся к категории инструментальных быстрорежущих). Аналоги - Р9, Р12, Р6М5К5. Такие лезвия уже в прошлом году появились на прилавках магазинов, но при покупке необходимо обращать внимание на форму ножа, качество его заточки, отсутствие "цветов побежалости" и твердость.
К сожалению, не все представленные на прилавках образцы будут иметь заявленную твердость - от 62 до 72 единиц. Поясню, что это такое. Если твердость действительно 72 единицы HRC, то такое лезвие на напильники будет делать царапины. И если в процессе эксплуатации такое лезвие не будет по неосторожности рыбака засажено в камень на дне, то чистый лед оно будет без проблем сверлить не один десяток лет. Также без проблем выдержит несколько десятков рыбалок по льду с хорошим песком. Это - поистине находка для рыбака.
Значение в 62 единицы - это, к слову, стандарт для ножей шведских ледобуров - тоже хорошо. Но, понятное дело, такое лезвие вечным уже не назвать, хотя оно все равно лучше подавляющего большинства отечественных образцов. Напильник на металле такой твердости не оставляет следов.
Но вполне возможен и неприятный сюрприз, когда напильник на лезвии из Р18 оставит явственные следы. Это значит, что твердость ножа явно меньше 55 единиц - материал недокален.
Пытаться самому исправить подобную недоработку - бесполезно, слишком сложный производственный цикл, без грамотных специалистов и хорошего термического участка не обойтись. Цена на лезвия может превышать 300 рублей, поэтому, прежде чем расстаться с такой суммой, проверьте - действительно ли платите за "вещь".
2. Ножи с износостойким покрытием режущей кромки нитридом титана. Затрудняюсь сказать (опытный образец купили и забрали у меня буквально из-под носа) была ли серия подобных изделий. Но судя по металлорежущему инструменту с аналогичным покрытием - это также вечные лезвия, даже по льду с песком. Для справки: сверло с покрытием из нитрида титана свободно проходит сквозь напильник. Твердость - более 75 единиц HRC, очень высокая износостойкость.
Что, чем и как будем затачивать?
Эти два варианта, если вам доведется их приобрести, заточке не подлежат. Все остальное будем затачивать. Оговорюсь, что сразу откажемся от варианта - отдать ножи на участок механической обработки специалисту заточнику. Все сделаем своими руками.
Для работы нам необходимо приобрести брусок из абразивного материала с широкими плоскими поверхностями. В магазинах строительных товаров он иногда называется "правильный камень" (фото2). Материал бруска знаком всем спиннингистам - SiC (карбид кремния), на производстве, связанном с металлообработкой - это карборунд.
При покупке нужно убедиться, что на плоских поверхностях нет заметных выбоин и больших сколов по краям. Не все абразивные камни на прилавках в последнее время несут необходимую маркировку о величине зерна. Для заточки необходимо выбирать камни со средним или даже мелким зерном, которые аналогичны наждачной бумаге с маркировкой Н4 - Н6.
Что необходимо учесть при работе с абразивными камнями? Реальный срок их службы - это выполнение 10- 15 заточек комплектов лезвий. Дальше на камне начинают появляться выработки - и он теряет плоскость. Нормально заточить нож таким абразивом уже невозможно. Поэтому не стоит экономить - обычная стоимость бруска в пределах 10-25 рублей.
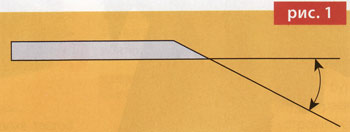
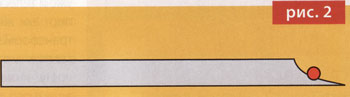
Прежде чем заниматься заточкой, необходимо оценить форму лезвия. Она у тех ножей, что есть в продаже, не всегда оптимальна. Тем не менее, угол заточки ножа (рис. 1), как правило, в корректировке не нуждается. К слову, некоторым коллегам могут затачивать ножи на производстве, выполняя так называемую "бритвенную" заточку (рис. 2). Сама по себе она хороша - лед сверлит, что называется, "со свистом". Но зато при такой заточке износ лезвия происходит на порядок быстрее, чем при обычной.
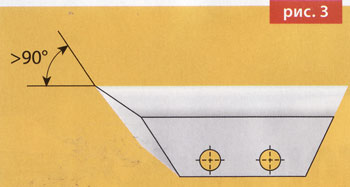
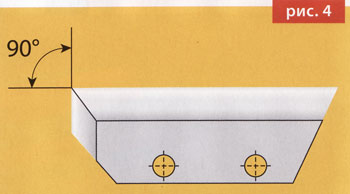
Угол, под которыми расположены режущие кромки (рис. 3), может быть немного изменен. Если предстоит сверление мягкого льда или участков льда, где возможны вкрапления песка, то этот угол желательно приблизить к 90° (рис. 4). Нож не станет сильно вгрызаться в лед - и будет дольше оставаться острым.
При наличии песка с лучшей стороны себя показали ножи, имеющие такую форму, как на фото 3. Но их изготовление более трудоемко, т.к. требует очень точной обработки всей режущей кромки. Если же предстоит выезд на чистый и сильно промороженный лед, то имеет смысл придать ножам вот такой вид - см. рис. 3. Подобная форма в совокупности с рядом нехитрых премудростей, о которых речь чуть далее, позволит достаточно быстро справляться и с твердым льдом.
Для тех, кто часто сталкивается с различными ледовыми условиями, возможен вариант - иметь несколько различных комплектов ножей, подготовленных под конкретный лед.
Переходим к заточке
Первый вариант заточки лезвий - на абразивном бруске. Его удобно располагать на столе или на какой-то горизонтальной поверхности, зафиксировав так, чтобы исключить любое проскальзывание бруска. Для этого подходит либо тонкий лист из резины, либо двухсторонний скотч.
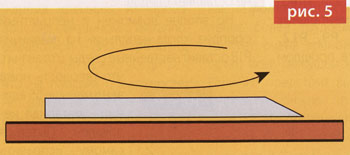
На первом этапе - убираем имеющиеся заусенцы. Для этого необходимо расположить нож самой большой гранью на камне (фото 4). Несильно прижимая и стараясь равномерно распределить давление на всю поверхность ножа, вначале совершим порядка 10-15 круговых движений (рис. 5). По образовавшимся на поверхности рискам будет видно - сохранена ли плоскость ножа и каково состояние режущей кромки. Опыт показывает, что если не было ударов по камню, то этого хватит - и правку тыльной стороны можно считать законченной.
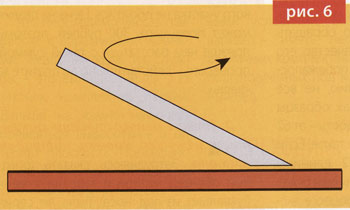
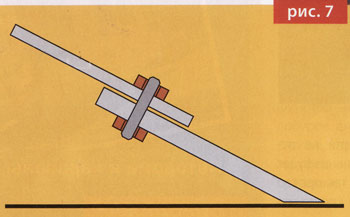
Переходим непосредственно к заточке. Лезвие расположим на бруске, как показано на рис. 6. Хват ножа пальцами обеих рук должен быть примерно таким - фото 5. Лезвием совершим по поверхности круговые движения. Требования по равномерному прижиму, естественно, остаются. Если есть некоторые трудности с удержанием ножа на затачиваемой плоскости, то облегчить этот процесс сможет небольшая накладка на нож (рис. 7). Она позволит улучшить контроль положения лезвия.
Периодически проводим визуальный контроль качества заточки. Свежие риски от абразива очень четко просматриваются на затачиваемой поверхности. Желательно, чтобы они равномерно распределялись по всей поверхности и так же равномерно доходили до режущей кромки. Для более точного контроля можно поменять круговые, вращательные движения на движения только в одном направлении.
О тесте заточки с помощью листа бумаги уже говорилось выше. Если тест положителен, то это значит - мы добились необходимой остроты заточки, и окончательная проверка предстоит уже на льду водоема.
Второй вариант заточки лезвий - с применением наждачной бумаги. Применяемый в этом случае абразив может быть нанесен как на бумажную, так и на текстильную основу.
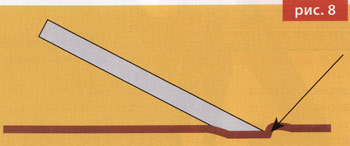
Сразу же хочу сказать, что этот способ уступает по качеству заточки предыдущему, и вот почему. Прежде чем применять подобный абразив, его наклеивают на какую-то ровную поверхность и хорошо высушивают (желательно под прессом), чтобы не было "волн". Но при нажатии лезвием из-за продавливания подложки (бумаги или ткани), практически незаметного для глаза, в процессе обработки образуется вот такая картина - рис 8. "Волна" перед режущей кромкой останется при любых направлениях движения лезвия, что даст несколько больший радиус закругления режущей кромки. То есть лезвие выйдет менее острым.
Я этот способ использовал лишь в тех случаях, когда надо было убрать какие- то сколы, а электроточило в тот момент было недоступно. Применял очень крупный абразив. Окончательную же доводку лезвия все равно приходилось делать на камне.
Третий вариант - стекло и паста ГОИ. Этот вариант в большей степени - для гурманов. Дело в том, что качественная заточка на абразивном бруске позволяет обеспечить достаточно высокое качество заточки лезвий - даже с применением крупнозернистого абразива. Пасты же ГОИ, в своем большинстве - это мелкозернистые абразивы. Их применение растянет процесс заточки на очень длительное время. Для окончательной доводки - еще можно допустить, но хватит ли терпения у заточника?
Есть вариант и с электроточилом. Но если нет навыков работы на заточном оборудовании, не стоит самому пытаться заточить с его помощью нож. Хотя, если по каким-то причинам вы хотите изменить форму ножа или восстановить ее после скола, точило очень подходит для этих целей. Единственное, чего надо опасаться - не перегреть лезвие в процессе заточки. Для этого надо постоянно его охлаждать либо специальной эмульсией, либо водой.
Продолжаем тему углов
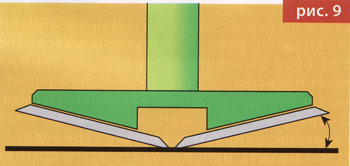
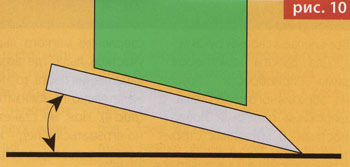
Вот так, как на фото 6, выглядит блок ножей большинства отечественных ледобуров, конструктивно задающий угол наклона лезвий (рис. 9) и угол атаки (рис. 10). Еще раз напомню, что их значения оптимальны при нулевых значениях температуры льда. Если температура ниже, то для увеличения скорости резания вполне допустимы всевозможные инсталляции. Только ни в коем случае не пытайтесь самостоятельно (!) что-то спиливать с блока с целью изменения углов. Можно обойтись подручными средствами.
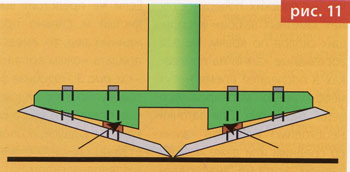
Первое подручное средство. Его целесообразно применять, когда температура воздуха станет ниже - 6 - 7°С. Как показано на рис. 11, на винт между лезвием и установочным местом одевается шайба толщиной 0,5 - 0,7 мм, изменяющая угол крепления ножа в сторону увеличения. Понятно, что такая модификация несколько увеличит нагрузку при сверлении льда. При понижении температуры ниже порога в минус 20°С толщина этой шайбы может быть увеличена до 1 - 1,2 мм. По мере увеличения угла крепления можно использовать нож с уменьшенным углом между режущими кромками (см. рис. 3) - при условии, что лед не содержит песка.
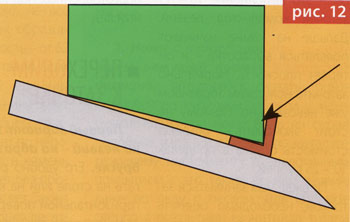
Второе подручное средство-это угловые подкладки (рис. 12), которыми изменяем угол атаки лезвия. Опять же, это изменение можно сделать, когда холоднее минус 6 - 7°С, но и нагрузка - так же, как и в первом случае - возрастет. Толщина подкладки для этой температуры может быть около 0,2 - 0,25 мм. При понижении температуры до минус 20°С увеличиваем толщину подкладки на 0,1 - 0,15 мм.
Принципиального отличия в применениях первого и второго подручных средств нет. Но если первый вариант применяется для льда с песком, то нож тупится значительно быстрее, буквально на первой лунке. Особенно, если у него уменьшенный угол. Поэтому по такому льду с песочком я стараюсь применять подкладку и ножи с почти прямыми углами (см. рис. 4).
Точим "шведа"
Ну и в заключение - несколько слов об опыте заточки ножей для "шведа". Опробованы два способа.
Первый. Нужен полукруглый напильник и абразивная бумага Н4 - Н6. Бумага нарезается полосками шириной около 30 - 40 мм. Длина полосок должна быть такой, чтобы ее было легко удерживать руками на напильнике (фото 7). Само лезвие крепится в небольших тисках при помощи штатных винтов (фото 8). И самый важный этап - это сама заточка. Сложного ничего нет. Важно выполнять совершенно однообразное движение напильником на себя, с одновременным изменением угла наклона напильника. Если довести это движение до автоматизма, то сам процесс заточки занимает несколько минут. Чтобы четко контролировать обрабатываемую поверхность, можно несколько изменять направление движение абразива. Риски на поверхности лезвия дают полную картину. Критерий остроты заточки аналогичен вышеописанному.
Второй способ - механический. В качестве рабочего устройства задействована компактная слесарно-инструментальная машина "Гном-2". В цангу станка крепится либо бор-фреза (шарошка) соответствующего размера и формы (фото 9), либо абразивный мини-диск. Для детального контроля и индикации режима заточки поверхность можно регулярно чем-либо подкрашивать - например, спиртовым фломастером.
При работе со станком также важно отработать траекторию движения цанги с абразивом. Когда мышцы "запомнили" это движение, то заточка занимает уже несколько минут. Словом, не так страшен черт, как его малюют: любая заточка оказывается достаточно легко выполнимой - при старании и соблюдении вышеперечисленных условий.